
The recovery and reuse of solvents used in the production processes at pharmaceutical, chemical, petrochemical, and medical device manufacturing facilities are an important consideration when evaluating a plant’s overall efficiency and profitability. Recovery and reuse of organic solvents offers a two-fold benefit: waste elimination costs and reduced chemical costs. Distillation is one of the most common methods used in a solvent recovery application.
Secondary to the recovery of solvents with distillation technology is the concentration/recovery of residual pharmaceutical product from the column discharge stream. Evaporation technology following the column is the standard method to facilitate higher recovery rates of the pharmaceutical product.
Simple Solvent Recovery
The most basic design would typically have a single organic solvent in a water matrix with no contaminants present.
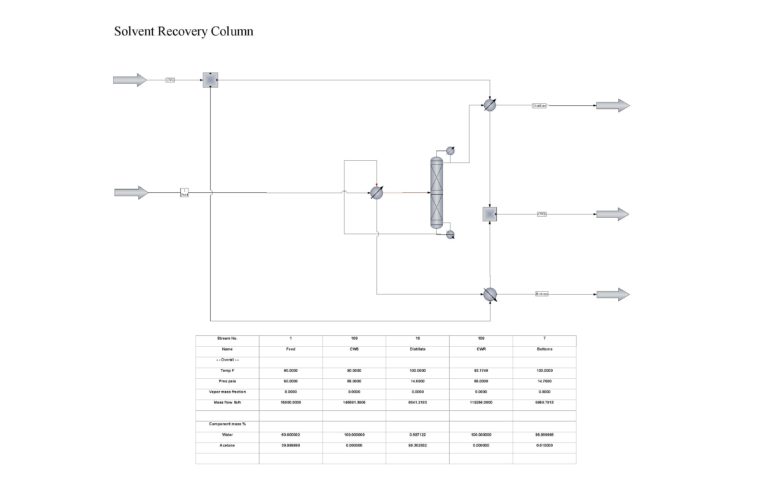
Common chemicals in a solvent recovery process are acetone, isopropanol, methanol, ethanol, and hexane. A solvent recovery column has two sections of trays or packing. For example, with a water matrix and a chemical with a boiling point lower than water, the bottom section of the column (stripping section) would initially separate the water matrix and the organic chemical; the top section (rectification section) is used to concentrate the organic chemical. This binary system can typically be designed in common software simulation packages such as CHEMCAD and HYSYS.
Multicomponent Solvent Recovery
The next level system will have more than one organic chemical to recover. In this design, it is typical to recover the organic chemicals in one stream and water in the other. A second column is then used to separate the two organic solvents. Most of the common organic solvents have well-documented vapor/liquid equilibrium data required to properly simulate the separation process. Any small amount of contaminant should be cause for pilot testing of the design to ensure the separation requirements.
Additional Difficulties in Solvent Recovery Applications
 Many plants have several discrete production lines operating with different organic chemicals. It is possible to design a robust solvent recovery system that can operate in different configurations to facilitate the recovery of solvents from the various production lines. In one such case, a pharmaceutical production plant had varying streams of solvents in a matrix of water. The solvents had a range of boiling points that were above the BP of water from Line 1 and below the boiling point of water from Line 2. Adding to the complexity was the multicomponent nature of the streams from both lines. A third layer of complexity was the miscibility of some streams when rectified or concentrated and the immiscibility of other streams.
Many plants have several discrete production lines operating with different organic chemicals. It is possible to design a robust solvent recovery system that can operate in different configurations to facilitate the recovery of solvents from the various production lines. In one such case, a pharmaceutical production plant had varying streams of solvents in a matrix of water. The solvents had a range of boiling points that were above the BP of water from Line 1 and below the boiling point of water from Line 2. Adding to the complexity was the multicomponent nature of the streams from both lines. A third layer of complexity was the miscibility of some streams when rectified or concentrated and the immiscibility of other streams.
The design of the distillation system followed a standard path of initial simulation work, which would provide operating conditions within the column; liquid/vapor ratios, reflux ratios, utility requirements, etc. A test protocol for the different streams was then required due to the lack of empirical data to predict a distillation separation process with many components present. The column configuration included feed points at the top, middle, and bottom of the column. To account for the “immiscibility factor” a 3-section decanter design was used. In the presence of immiscible components, the three sections guaranteed separation of a stream with both a higher and lower specific gravity as compared to water. In the miscible component case, the decanter served as condensate tank for the overhead stream.
Final operating parameters were determined from the pilot test and a full-scale plant was built from the required empirical data.
Conclusion
Experienced distillation engineers draw upon their experiences in the design of each new system. The separation of solvents and water is only one half of the design. Since distillation is an energy-intensive process, the overall system design needs to take energy usage into great consideration. Using cascading pressure in a multi-effect distillation system can be used in some applications. Mechanical vapor recompression (MVR) can also be used to promote a more efficient system design. The overall economy of the process should be compared when evaluating designs from multiple suppliers of distillation equipment.
.